
Die industrielle Abnahmeprüfung
Unter industrieller Prüfung verstehen wir die Gesamtheit der Verfahren, die erforderlich sind, um die pneumatische Dichtheit von hergestellten Bauteilen zu überprüfen und zu messen. Insbesondere richtet sich das Dokument an Techniker, die mit der Endprüfung von Serienprodukten betraut sind.
Historisch gesehen waren die Industrien, die in dieser Produktionsphase am besten ausgerüstet waren, jene, die Artikel mit hoher intrinsischer Gefährlichkeit oder mit hohem technologischen Wert herstellten. Daher können wir eine erste „Generation“ von Produktionssektoren auflisten, in denen die Sensibilität für diesen Prozess von Anfang an spürbar war:
- Luft- und Raumfahrt
- Maschinenbau
- Automotive
- Medizin
- Elektrische Haushaltsgeräte
- Öldynamic
- Elektronik
- Verpackung
- Gießerei
- Pneumatik
- Gas
- Kühlung
Erst um die Wende zwischen den 80er und 90er Jahren begann eine Kampagne zur Ausweitung dieser Prüfungen auf eine größere Produktpalette. In dieser Zeit begann man nämlich zu verstehen, dass diese Art der Dichtheitsprüfung mit unzähligen Vorteilen auch auf Produkte ausgeweitet werden konnte, die bei Leckagen nicht gefährlich sind.
Wenn zum Beispiel kleine Ölleckagen in Motoren oder mechanischen Getrieben in den 70er und 80er Jahren als akzeptabel galten, bedeutete bereits ab den 90er Jahren ein kleiner Defekt dieser Art eine Nichtkonformität seitens des Endkunden.
Durch die Anwendung dieses Prinzips der technischen Verfügbarkeit zu relativ begrenzten Zeiten und Kosten hat sich diese Prüfmethodik ausgeweitet und expandiert weiterhin.
Daher ist es bis heute nicht möglich, eine vollständige Liste der Industrien zu erstellen, in denen eine solche Dichtheitsprüfung als „notwendig“ erachtet wird, und man kann verallgemeinern, dass jedes Produkt, das Gase oder Flüssigkeiten enthalten kann, von solchen Prüfungen profitieren kann.
Luftsysteme
Die automatischen industriellen Druckprüfsysteme erzeugen einen Drucksprung oder Druckunterschied zwischen dem als hermetisch betrachteten Bereich und der Außenseite des zu prüfenden Körpers. Jedes System kann diesen Test mit verschiedenen Methodologien durchführen.
Beide Systeme führen einen Prüfzyklus durch, der auf drei grundlegenden Phasen basiert:
- Befüllung zur Druckbeaufschlagung des zu prüfenden Hohlraums
- Stabilisierung zur Stabilisierung des eingebrachten Luftvolumens
- Prüfung, bei der der Druckverlauf analysiert wird, um einen eventuellen Druckabfall über die Zeit zu messen
Es sind im Wesentlichen vier Methoden für die Δp/Δt-Messung bekannt:
Absolute Systeme
Absolute Systeme
Das System mit absolutem Druckabfall ist die theoretisch unmittelbarste, wirtschaftlichste und offensichtlichste Methode zur Durchführung der Druckabfallmessung. Das T8990 von ForTest ist das für industrielle Prüfungen entwickelte Dichtheitsprüfgerät, das für Drucktests unter Verwendung des absoluten Druckabfallsystems konzipiert wurde. Für weitere Details siehe technisches Datenblatt.
Das Messsystem sieht während der Prüfphase die Messung des Druckabfalls innerhalb des zu prüfenden Bauteils vor.
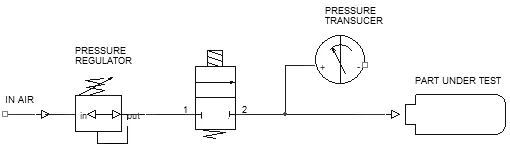
Bei der Analyse der Skizze stellen wir fest, dass jeder pneumatische Defekt auf eine Leckage zurückzuführen ist und somit zu einer Ausschussanzeige führt. Aus diesem Grund wird dieses System als „positiv sicher“ bezeichnet.
Das einzige Risikoelement in diesem Pneumatikkreislauf stellt eine eventuelle Leckage des Füllventils dar. Dieses Problem, das übrigens bei vielen der diskutierten Pneumatikschaltungen vorhanden ist, lässt sich leicht durch ein spezielles Ventilsystem als Ersatz für das im Schema dargestellte einfache Ventil und durch spezielle Software-Diagnostiken vermeiden. Dagegen hängt die Gesamtpräzision dieser Art von Geräten im Wesentlichen von der Präzision des Messbereichs (Messwandler) und des elektronischen Erfassungsbereichs ab.
In der Praxis sind die Faktoren, die die Genauigkeit begrenzen, das elektrische Rauschen der Schaltkreise und das mechanische Rauschen des Wandlers, welche der Auflösung oder der maximalen Anzahl von Punkten entsprechen, in die der Messbereichsendwert unterteilt ist: ein System, das 100.000 Punkte garantieren kann, bei einem Messbereichsendwert von (z.B.) 1 bar, entspricht der Möglichkeit, eine Messauflösung von einem Hundertstel mbar zu gewährleisten.
Je größer dieser Auflösungsparameter ist, desto geringer ist die für die Druckabfallmessung erforderliche Zeit; dies führt einerseits zu einer Verkürzung der Prüfzykluszeit, aber vor allem zu einer Eindämmung der Fehler, die durch thermische Schwankungen des in das Werkstück eingeleiteten Gases verursacht werden.
Die elektronischen Strategien zur Erzielung solcher Ergebnisse sind vielfältiger Natur: Sie reichen von der Ansteuerung des Wandlers mit Wechselspannungen und der Verwendung raffinierter AD-Wandler bis hin zum Einsatz geeigneter Nullpunkt-Nachführungsschaltungen und Fenstermessungen, vor allem aber einer hohen elektrischen und mathematischen Filterung der Messung. Besondere Aufmerksamkeit muss der Bestimmung des „Nullpunktes“ des Druckabfalls gewidmet werden, und in der Praxis der Messung des Drucks zum Anfangszeitpunkt der Prüfphase.
Differentialsysteme
Differentialsysteme
Das Differenzialsystem findet heute Anwendung in Fällen, wo es notwendig ist, die gleiche Empfindlichkeit bei sehr unterschiedlichen Drücken zu haben, oder wo Prüfungen bei hohem Druck (>20 Bar) durchgeführt werden, auch wenn wir später sehen werden, dass Absperrsysteme dennoch verbessernd und sicher sind angesichts der hohen Drücke im Spiel. T8060 von ForTest ist das Gerät, das für Dichtheitsprüfungen unter Druck mit dem Differenzialsystem entwickelt wurde. Für weitere Details siehe technisches Datenblatt.
Die Leckage-Messung mittels Differentialschaltung stellte bis in die achtziger Jahre einen den genialsten pneumatischen Kunstgriffe in diesem Bereich dar, um die bis dahin verfügbare geringe Präzision der elektronischen Mess- und Erfassungstechnik zu umgehen.
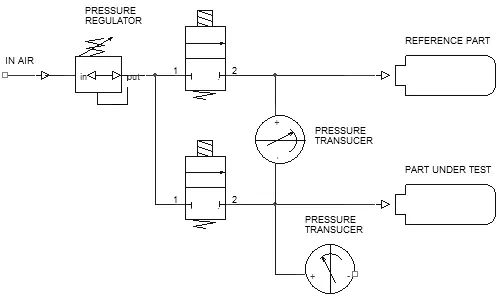
Das System sah, wie in Abb. 2 dargestellt, einen doppelten Zweig vor: auf der einen Seite das zu prüfende Bauteil und auf der anderen ein identisches, aber hermetisches Teil.
In der Praxis liefen die Prüfungen, wenn man das Schema analysiert, nach folgender Logik ab:
- Die Befüllungsphase wurde durch das Öffnen beider Ventile durchgeführt
- Die Stabilisierungsphase erfolgte bei geschlossenem Ventil B und geöffnetem Ventil A, um die Druckbedingungen in beiden Zweigen zu stabilisieren und zu vereinheitlichen
- Nach Abschluss der Stabilisierung wurden alle Ventile geschlossen
Stellen wir uns den Druckwandler als eine Membran vor (die Erfahrung kann aber auch mit einer einfachen Quecksilbersäule mit doppeltem Ausguss nachvollzogen werden), so haben wir im Gleichgewicht einen Differenzdruck von null. Ein eventueller Druckabfall im Prüfling verschiebt den Nullpunkt dieser Messung und ermöglicht eine sehr empfindliche Anzeige dieser Abweichung. Auf diesem Prinzip basierend ist es möglich, eine einfache elektrische Verstärkung des vom Wandler stammenden Signals durchzuführen und diese auf einem Zeigerinstrument mit zentraler Nullstellung anzuzeigen. Folglich war es mit diesem Kunstgriff möglich, einen typischen Druckabfallwert von 1 / 50.000 (Wandler vorausgesetzt) des Fülldruckwertes zu analysieren, während die damalige Elektronik, wenn sie in einem manometrischen System angewendet wurde, ein Verhältnis von 1 / 10.000 nicht überschreiten konnte.
Es wird deutlich, dass die Grenze ausschließlich bei der elektronischen Messung in Bezug auf Auflösung und Rauschen lag, da die Betriebsbedingungen des Messaufnehmers dennoch die Grenzen eines manometrischen Systems aufwiesen. Dieser Messaufnehmer musste in jedem Fall für den maximalen Befülldruck dimensioniert werden, da dieser nicht nur tatsächlich gemeinsam vorhanden war, sondern im Falle einer Undichtigkeit des Prüflings die Membran dem gesamten Druck ausgesetzt war.
Die so realisierte Pneumatik wies jedoch verschiedene Nachteile auf: Der erste und sehr offensichtliche Nachteil besteht darin, dass der Vergleich eine hermetische Referenz untersucht: ein Leck in dieser Referenz führt zu einer „Maskierung“ der tatsächlichen Leckage-Messung des zu prüfenden Werkstücks. Dieser Fehler war jedoch teilweise durch eine kontinuierliche Überprüfung des verwendeten Systems mittels „gutem“ Referenzmuster und elektrischer Kalibrierung des Mess-„Nullpunkts“ kompensierbar. Dieser erste Punkt klassifiziert diese Pneumatik als nicht „positiv sicher“. Die anderen deutlich erkennbaren und spürbaren Nachteile waren die schwierige Kalibrierung der Messung des Differenzdruckwandlers, die mit einem besonderen Prüfverfahren durchgeführt werden musste. Aber der wahre schwache Punkt dieses Systems entstand aus der Natur der Anlage selbst: die durchgeführte Leckage-Messung stellt eine Messung dar, die nicht den tatsächlichen Verlust des geprüften Werkstücks anzeigt, sondern die relative Differenz zum Referenzmuster.
Dies stimmt nicht zwangsläufig mit dem Konzept überein, dass die Referenzprobe undicht werden kann (was im Übrigen der Realität entspricht). Man betrachte beispielsweise, dass bei der praktischen Anwendung solcher Systeme das Referenzteil bei jedem Prüfzyklus mechanisch belastet wird, während das Prüfteil nur während seiner eigenen Dichtheitsprüfung belastet wird. In der Praxis wird man einen progressiven Verlauf des gemessenen Druckabfalls mit den Betriebsstunden der Anlage analysieren, was ein Indiz für die progressive mechanische Setzung der Referenzprobe ist, die nicht mit der Setzung der Prüfteile übereinstimmt. Außerdem, wenn scheinbar Vorteile hinsichtlich der thermischen Varianz aufgrund der gemeinsamen Einwirkung bestehen konnten, ist in Wirklichkeit das gesamte beteiligte Volumen doppelt so groß, und obwohl die beiden Messelemente nahe beieinander angeordnet werden konnten, konnten Luftströmungen oder Sonnenstrahlen ihre thermische Differenz verstärken. Zusammenfassend hat dieses Prinzip bis in die 70er Jahre und teilweise in die 80er Jahre beachtliche Ergebnisse erzielt, findet aber heute keine praktischen Anwendungen mehr, da es von den einfacheren und präziseren manometrischen Systemen mit absolutem Druckabfall verdrängt wurde.
Die Grenzen dieses Systems sind:
- Höhere Komplexität der Pneumatik
- Pneumatik ohne Fail-Safe-Funktion
- Doppelter Druckmessbereich (Befüllung und Test)
- Geringere Messwiederholbarkeit
- Längere Prüfzeiten
- Höhere Kosten der Instrumentierung
Um die Unterschiede zwischen dem Absolut- und Differenzialsystem zu verstehen, analysieren wir Abbildung 2 und betrachten die symmetrische Anwendung des Differenzialsystems, das heißt mit einem hermetischen Referenzstück und einem Prüfstück; es ist leicht zu verstehen, dass zwischen der ersten Dichtheitsprüfung des Tages und den nachfolgenden das Referenzstück eine thermische und mechanische Setzungsakkumulation gleich „n“ haben wird, während das Prüfstück gleich 0 hat, da es von Test zu Test ausgetauscht wird.
Aus diesem Grund ist das System in Bezug auf die Wiederholbarkeit nicht mit einer direkten Messung vergleichbar. Außerdem ist es wichtig zu bedenken, dass beim Wechsel von einem System zum anderen die in Δp/Δt gemessenen Druckwerte oft nicht übereinstimmen. Tatsächlich ist dies im Absolutsystem der reale Druckabfall, der mit einem zertifizierten Präzisionsmanometer vergleichbar ist, während die Differenzialmessung die Messung der Differenz zwischen zwei Drücken darstellt.
Je nach den zu prüfenden Bauteilen, der symmetrischen oder asymmetrischen Anwendung und den Stabilisierungszeiten ist ein Verhältnis von 1:0,8 bis 1:0,1 zwischen Absolutmessung und Differenzmessung zu berücksichtigen: mit anderen Worten kann der von einem Absolut- oder Manometersystem gemessene mBar pro Sekunde als 0,8 – 0,1 mb/s in einem Differenzsystem betrachtet werden.
Das bedeutet nicht, dass das Differenzialsystem nicht ordnungsgemäß funktioniert, sondern einfach, dass es sich um zwei unterschiedliche Messungen handelt, und dies muss bei der Installation berücksichtigt werden.
Durchflusssysteme
Durchflusssysteme
Das Durchflusssystem ermöglicht die direkte Messung des Durchflusses oder Luftstroms, der durch die Leckage erzeugt wird.
Nach Abschluss der Füll- und Stabilisierungsphasen ist die Prüfzeit die Zeit, die erforderlich ist, um eine stabile Messung dieses Durchflusses zu erhalten, die generell sehr kurz ist (z.B.: 100..300 Millisekunden).
T8710 von ForTest ist das Durchflussprüfgerät für industrielle Prüfungen, das für Drucktests mit dem Durchflusssystem entwickelt wurde.
Für weitere Details beziehen Sie sich bitte auf das technische Datenblatt des Geräts.
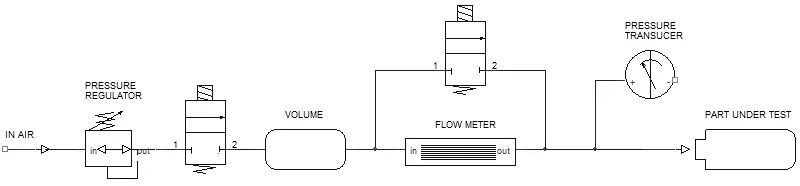
Wie in Abb. 3 schematisch dargestellt, wird die Messung dieses Durchflusses einem Differenzdrucktransmitter anvertraut, der imstande ist, den Drucksprung an den Enden eines Druckverlusts zu messen.
Um den quadratischen Verlauf zu reduzieren, der durch die Turbulenz der Gasdurchflussbewegung verursacht wird, wird ein Laminarelement verwendet, das diese Funktion (Δp/Durchfluss) teilweise linearisieren kann.
Für weitere Informationen kann auch auf die Norm CNR-UNI 10023 Bezug genommen werden. Als Alternative zur volumetrischen Durchflussmessung (eben mit Δp-Messung) hat in den letzten zehn Jahren die Anwendung von Massendurchflussmessern größere Bedeutung erlangt, zum Beispiel thermische Systeme oder Debimeter (Systeme mit „heißem Draht“), da diese präziser, zeitlich konstanter, in verschiedenen Skalierungen leicht verfügbar und weniger empfindlich gegenüber thermischen Schwankungen des zu messenden Gases sind. Als „historisches“ System der Dichtheitsprüfung zeichnen sich die mit diesem Prinzip durchgeführten Dichtheitsmessungen durch folgende Vorteile aus:
Dieser Aspekt ist der wahre Grund, warum dieses Prinzip noch immer industriell angewendet wird. Auf native Weise, das heißt ohne Kunstgriffe, ist es mit diesem System möglich, die Leckage über einen bestimmten Zeitraum zu analysieren, wodurch der Bediener sie während der Messung in Echtzeit suchen und reparieren kann.
Wie bereits erwähnt, ermöglicht die Durchflussmessung als kontinuierliche Messung die Eliminierung einer tatsächlichen Prüfzeit. Dieses Konzept werden wir später sehen, ist rein theoretisch zu betrachten, denn wenn bei Abfall- oder Δp-Systemen die Stabilisierungs- oder Prüfphasen teilweise überlappen können, muss die Messung bei diesem Verfahren notwendigerweise unter den besten Stabilisierungsbedingungen erfolgen.
Wir zählen diese Eigenschaft zu den Vorteilen, auch wenn wir später Systeme analysieren werden, die dieselbe Messung präziser und sicherer durchführen können. Umgekehrt weist dieses Prinzip im Vergleich zu anderen Systemen einige Nachteile auf; der erste und offensichtlichste entsteht durch die Komplexität und Instabilität der Durchflussmessung.
- Kontinuierliche Leckage-Messung
- Praktisch keine Dauer der Prüfphase
- Anzeige der Leckage in volumetrischen Einheiten (ccm/Zeit)
Neben den Kosten einer doppelten Messung (Druck und Durchfluss) und somit einer doppelten Überprüfung zur Erlangung der Gesamtvalidierung der Messung, ist das laminare Element, das sich praktisch als Kapillare darstellt, stark anfällig für Verschmutzung oder Verformungen.
Daher muss die Messung ständig mit Referenzdüsen überprüft werden, die ihrerseits als Mikrolöcher auf Keramik- oder Metallbasis auftreten und dazu neigen, sich zu verschlechtern, und daher eine zeitlich begrenzte Lebensdauer haben. Außerdem kann sich, mit besonderem Bezug auf die Skizze in Abb. 3, ein eventueller parasitärer Verlust stromaufwärts des Durchflussmesselements als störend erweisen und den eventuellen Verlust des Prüfstücks verschleiern.
Dieser pneumatische Schaltkreis kann nicht als vollständig „positiv sicher“ betrachtet werden und muss ständig überprüft werden. Schließlich ist die Empfindlichkeit der Messung durch die Skala des Durchflussmessers begrenzt, während in Druckabfall- oder Δp-Systemen diese Begrenzung, obwohl vorhanden, dennoch durch Verlängerung der Prüfzeit gemildert werden kann.
Die praktische Anwendung dieser Instrumente zur Messung von Leckagen erfolgt grundsätzlich in vier Fällen:
- Wenn das Volumen des Prüflings unbekannt und variabel ist: z.B. Motoren auf der Ölseite, sehr elastische Beutel oder Flaschen;
- Wenn die Prüfzeiten maximal reduziert werden müssen;
- Wenn eine kontinuierliche Messung der Leckage für Analysen und Reparaturen erforderlich ist;
- Wenn die zu messenden Leckagen so hoch sind, dass ein Δp-System den Prüfdruck nicht konstant halten kann und dadurch die Leckage-Berechnung verfälscht wird: Patronenventile oder Ölverteiler, Durchsickerungen im Allgemeinen.
Normalerweise sind für andere industrielle Anwendungen die Δp-Systeme wirtschaftlicher und langlebiger, da sie weniger verschleißbare pneumatische Bauteile haben.