
Dichtheitsprüfung
Unter Dichtheitsprüfung versteht man ein Verfahren, das in der Lage ist, die pneumatische Dichtheit eines Bauteils zu überprüfen. Im Gegensatz zu den meisten anderen Messarten, wie beispielsweise der gewichtsmäßigen oder dimensionalen Messung, erfordert die Leckagekontrolle fast zwangsläufig eine Apparatur.
Wir unterscheiden zunächst zwei Arten von Ausrüstungen für die Dichtheitsprüfung:
- A) Prüfsysteme, die im Allgemeinen von einem Bediener überwacht werden, mit Lecklokalisierung:
- Prüfung in Wasser mit druckbeaufschlagtem Bauteil (Sichtkontrolle)
- Prüfung mit Seife bei druckbeaufschlagtem Bauteil (Sichtkontrolle)
- Prüfung mit druckbeaufschlagten Reagenzien und Ultraviolettlampen (Sichtkontrolle)
- Prüfung mit druckbeaufschlagtem Gas (Helium) (Kontrolle mit Massenspektrometer)
- Prüfung mit heißer Luft (Infrarot-Sichtkontrolle)
- Prüfung durch dielektrische Änderung an Kunststoffteilen (ionisches Hochspannungssystem)
- Prüfung mit Wasserstoffgas (Kontrolle mittels Sonde)
- B) Automatische Dichtigkeitsprüfsysteme mit Anzeige von Gut, Ausschuss und Leckratenwert:
- Messung durch Durchflussmessung des druckbeaufschlagten Bauteils
- Messung durch differenziellen Druckabfall zwischen Prüfling und Referenzmuster
- Messung durch Druckabfall des druckbeaufschlagten Bauteils Messung durch „Abfangen“ des Druckanstiegs in der Glocke
- Messung durch „Abfangen“ des Druckanstiegs in der Glocke
Wenn einerseits die erste Geräteklasse (A) einen unverzichtbaren Prüfbereich für statistische Kontrolle und Offline-Prüfung darstellt, der es ermöglicht, sehr kleine Leckagen zu identifizieren und den Defekt direkt visuell zu analysieren, so stellt die Instrumentierung vom Typ (B) die tatsächliche „Barriere“ oder den Endfilter bezüglich der nicht konformen Produktion dar.
Die automatischen Dichtheitsprüfsysteme (B) ermöglichen es außerdem, eventuelle Qualitätsabweichungen über die Zeit zu überwachen, wenn sie in der gesamten Produktion angewendet werden. Angesichts der offensichtlichen Funktionsprinzipien der Messsysteme vom Typ (A) werden wir uns nicht bei einer detaillierten technischen Beschreibung aufhalten.
Man sollte lediglich berücksichtigen, dass die auf Massenspektrometern basierenden Systeme („Helium-Schnüffler“), obwohl sie sowohl in Bezug auf die Anlage als auch auf die Verwaltung kostspielig sind, an der Spitze der Empfindlichkeit hinsichtlich der bestimmbaren Leckage gegenüber jedem anderen in diesem Dokument beschriebenen System stehen. Umgekehrt ermöglichen die Systeme mit Wasser, Seife oder Reagenzien einerseits die Bestimmung sehr kleiner Lecks bei vernachlässigbaren Betriebskosten, sind jedoch nicht automatisierbar und benötigen daher zwangsläufig eine visuelle Kontrolle und somit eine Beurteilung seitens eines Bedieners.
Von hier an werden die Funktionsprinzipien der Systeme vom Typ B untersucht.
Die Auswahl der geeigneten Prüfmethode hängt im Allgemeinen von folgenden Parametern ab:
- Wert der zulässigen Leckagerate
- Art der Prüfung: Leckortung oder Leckagemessung
- Spezifikationen des zu prüfenden Teils: Abmessungen, Druckfestigkeitsgrenze oder Vakuumgrenze, Montagematerialien, Oberflächenfinish usw.
- Einsatz- und Prüfbedingungen
- Sicherheits- und Umweltparameter
Einige der anwendbaren Methoden sind in der folgenden Tabelle aufgeführt:
| Method | Gas | Kind of test | Sensitivity [Pa·m³/s] |
|---|---|---|---|
| Tracer gas and Mass Spectrometer | Helium | Local / Pass-No Pass | 10⁻¹¹ … 10⁻⁶ |
| Bell jar sniff/accumulation test | Air | Pass-No Pass | 10⁻⁶ |
| Pressure drop test | Air | Pass-No Pass | 10⁻⁵ |
| Volumetric or Mass flow rate test | Air | Pass-No Pass | 10⁻⁴ |
| Visual test in water bath with pressurized air | Air | Pass-No Pass | 10⁻⁴ |
Die Helium-Methode wird nicht in Betracht gezogen, da sie in unserer Produktion nicht vorgesehen ist. Es ist zu bedenken, dass sich das System an der Spitze der Empfindlichkeit befindet und die Anlagen- und Betriebskosten es nur dort anwendbar machen, wo es wirklich erforderlich ist, das heißt im Bereich von Komponenten für Kältemittelgase, Mikroelektronik, Herzschrittmacher usw.
Auch die Eintauchprüfung wird hier nicht erwähnt, da sie keine technische Relevanz hat, außer der Möglichkeit, die Leckstelle tatsächlich zu sehen und zu lokalisieren. Das von der Norm definierte geringe Empfindlichkeitsniveau muss nämlich als Unfähigkeit der Methode interpretiert werden, eine Messung zu liefern, als umfassende Unsicherheit bei Anwendung in der Produktionslinie und als hohe Betriebskosten aufgrund der Unmöglichkeit einer Automatisierung.
Dichtheitspрüfung und Leckageprüfung – Was ist der Unterschied?
Die Begriffe Leckageprüfung und Dichtheitspрüfung werden häufig synonym verwendet.
Im industriellen Kontext bezeichnet die Dichtheitspрüfung das Gesamtverfahren zur Kontrolle der pneumatischen Dichtheit eines Bauteils. Die Leckageprüfung hingegen bezieht sich spezifisch auf die Messung und Quantifizierung der Leckagerate – also der Gasmenge, die pro Zeiteinheit durch eine undichte Stelle entweicht.
In der Praxis läuft eine automatische Leckageprüfung stets innerhalb eines vollständigen Dichtheitspрüfzyklus ab, der Füllphase, Stabilisierungsphase und Messphase umfasst. ForTest-Dichtheitspрüfgeräte messen Leckageraten
ab 0,1 cm³/min mit höchster Präzision.
Prüfphasen
Als Einführung in eine detaillierte Beschreibung der verschiedenen Arten automatischer Geräte für Druckdichtheitsprüfungen ist es notwendig, einige gemeinsame Eigenschaften der verschiedenen Funktionsprinzipien zu definieren. Jedes beschriebene System hat gemeinsam die Notwendigkeit, einen Drucksprung oder Druckunterschied zwischen dem als hermetisch betrachteten Bereich und der Außenseite dieses Körpers zu erzeugen. Diese Phase wird Füllphase genannt.
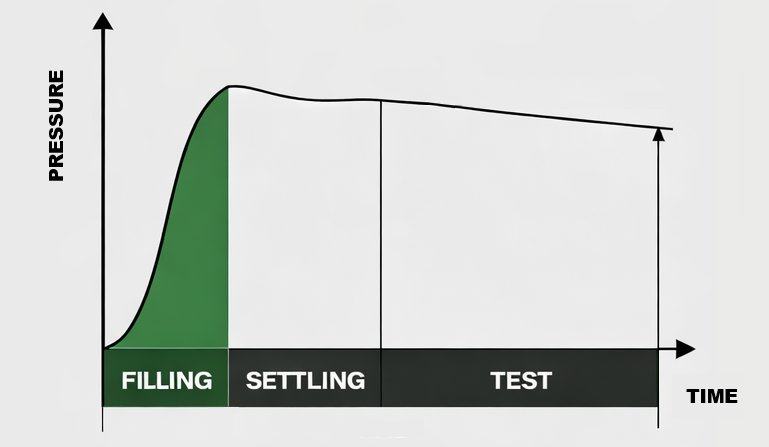
Grundsätzlich kann die Befüllung sowohl mit positivem als auch mit negativem Druck durchgeführt werden, wobei der Druck (oder Unterdruck) von innen oder von außen am Prüfling angelegt werden kann. Nach dieser Phase folgt eine Stabilisierungsphase, die notwendig ist, um die Druck- oder Durchflusswerte der Leckage-Messung zu stabilisieren.
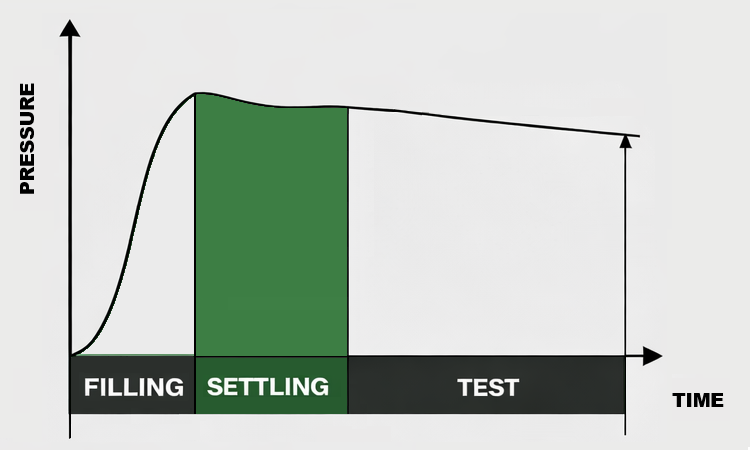
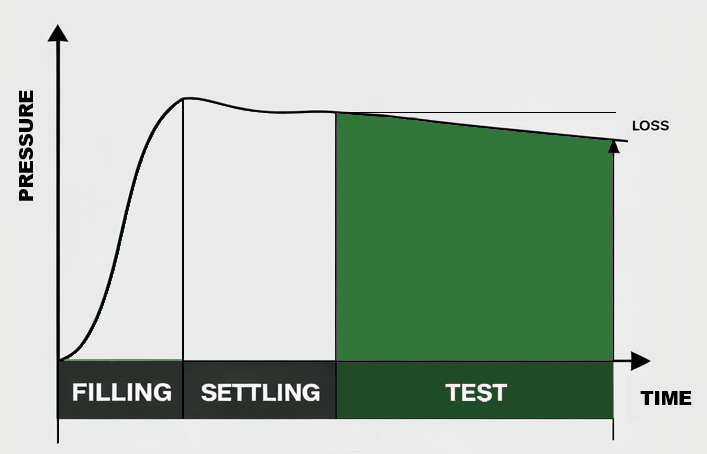
Erst nach Abschluss dieser beiden Phasen erfolgt die eigentliche Messung des Leckagewertes in den verschiedenen Strategien, die wir im Detail analysieren werden. Zur Verdeutlichung zeigen wir eine Grafik mit einem typischen Druckverlauf bei der Durchführung einer manometrischen Dichtheitsprüfung (Druckabfall).
Die Befüllungsstrategie, also ob von innen im Werkstück (allgemeinerer Fall) oder von außen (Glocke), die Art der Befüllung, das heißt Überdruck oder Unterdruck, und der Wert dieser Druckbeaufschlagung, muss von Fall zu Fall unter Analyse des zu prüfenden Bauteils gewählt werden. Für diese Wahl ist der erste zu behandelnde Parameter der Druckwert, der für die Durchführung der Befüllung und somit der Dichtheitsprüfung zu verwenden ist.
Bei der Verwendung von handelsüblicher Industriedruckluft kann dieser Wert in den meisten Fällen zwischen -1 bar und 10 bar liegen, und bei Dichtheitsprüfungen in Kombination mit Bruch- oder Berstprüfungen kann dieser Wert auch über 40 bar erreichen.
Entgegen der intuitiven Annahme verschlechtert die Verwendung hoher Druckwerte die Gesamtleistung der Tests, da zwar einerseits der gemessene Verlustenwert proportional erhöht wird, der ohnehin proportional zur Skala der Druck- oder Durchflussmessungen ist, andererseits aber die Verwendung hoher Drücke den Verlauf der Füllphase und der nachfolgenden Stabilisierungs- oder Ausgleichsphasen kompliziert.
Daher sind grundsätzlich Prüfungen und Befüllungen bei niedrigem Druck (weniger als 1 bar) zu bevorzugen. Die Verwendung einer Befüllung im Unterdruck kann beispielsweise die Dichtheit des Werkstücks während der Prüfphasen verbessern. Bei Behältern oder Teilen mit großem „offenem“ Querschnitt, wie beispielsweise Motoröl-„Wannen“ oder Kurbelgehäuse-Halbschalen, reicht ein einfaches Fundament aus weichem Gummi aus, um das Teil hermetisch abzudichten, ohne dass übermäßige Gegenkräfte ausgeübt werden müssen. Die Befüllung im Unterdruck kann jedoch bei Dichtheitsprüfungen an geschweißten Kunststoffteilen verfälschend wirken, da der Unterdruck dazu neigt, die defekte Schweißnaht zum Kollabieren und somit zum „Verkleben“ zu bringen. In solchen Fällen von geschweißten Kunststoffteilen hilft der Hochdruck dabei, den eventuellen Defekt aufzuweiten; daher verbindet die bei einem Druck zwischen 3 oder 8 bar durchgeführte Prüfung eine Dichtheitsprüfung mit einer möglichen Festigkeitsprüfung der Schweißnähte.
Besondere Aufmerksamkeit muss darauf gerichtet werden, wenn das zu prüfende Bauteil aus Dichtmechanismen mit „nichtlinearem“ Verhalten besteht, wie Ventile oder Federklappen, und die Prüfungen bei einem Druck durchgeführt werden müssen, der weit unter oder weit über dem Ansprechpunkt dieser Ventile liegt. Bei mechanischen Bauteilen wie Gusseisengehäusen von Motoren oder Getrieben ist stets das Vorhandensein oder Fehlen von Dichtringen oder Komponenten zu berücksichtigen, die bis zu einem bestimmten Druck garantiert sind. Die Prüfspezifikationen für Gas- und Küchengeräte-Bauteile geben die Leckagen bei niedrigen Drücken an, üblicherweise 150 mbar. Ein wichtiger Hinweis betrifft metallische Bauteile, die nach der Druckbefüllung ein Ausdehnungsverhalten zeigen.
Solche Bauteile, wie Schlangen, Wärmetauscher usw., neigen dazu, sich mechanisch am Ende der Befüllung auszudehnen, progressiv entsprechend dem eingebrachten Druck. In Fällen, wo solche Elemente notwendigerweise bei relativ hohen Drücken (4,7 bar) geprüft werden müssen und wo diese Ausdehnung nicht durch die Setzungsphase kompensiert werden kann, außer mit unzumutbar langen Zeiten, ermöglicht die Verwendung einer Vorbefüllung mit einem höheren Wert als dem Prüfwert ausgezeichnete Ergebnisse bei der Ausdehnung/Entspannung und reduziert drastisch die Gesamtprüfzeit. Zusammenfassend muss die Wahl des Druckwerts, bei dem die Dichtheitsprüfungen durchgeführt werden, einerseits den realen Betriebsdruck des Bauteils widerspiegeln, wobei jeweils Vorteile und Nachteile der verschiedenen Druckniveaus zu berücksichtigen sind.
Die Wahl einer Befüllung in „Glockenform“ und somit von außen des Werkstücks, generell unter Unterdruck, wird im Folgenden in einem entsprechenden Abschnitt diskutiert. Allen Befüllungsarten gemeinsam ist das verwendete Gas, das in den meisten Fällen Druckluft ist. Diese Luft versteht sich als gefiltert, selbstverständlich ölfrei und soweit wie möglich entfeuchtet. Wenn Industrieluft aus einem allgemeinen Kreislauf verwendet wird, verbessert die Anwendung einer lokalen Druckflasche oder eines Expansionsgefäßes am Prüfgerät die Eigenschaften der Temperaturvarianz zwischen Luft und Bauteil.
Alternativ zur Luft können Gase mit kleineren Atomen verwendet werden, wie beispielsweise Helium, da diese die Leckagefluidität erhöhen und die Empfindlichkeit der Dichtheitsprüfung verstärken. Schließlich ist die Verwendung von Inertgasen wie Stickstoff zu berücksichtigen, wenn Prüfungen an Bauteilen durchgeführt werden, die bereits mit explosiven oder brennbaren Elementen behandelt wurden, wie beispielsweise Prüfungen an Benzinleitungen von Automobilen oder Kraftstoffkomponenten im Allgemeinen.
Analyse der Leckageraten
Der „Null“-Verlust existiert nicht und selbst wenn er existierte, wäre er nicht messbar. Daher ist es, basierend auf den von Normen bereitgestellten Tabellen, immer ratsam, im Voraus für das jeweilige Bauteil das zulässige Leckage-Niveau zu definieren.
Nach dieser ersten Bewertung ist es notwendig, das Betriebsfluid (gasförmig oder flüssig) und die Betriebsdrücke zu untersuchen, denen das zu prüfende Bauteil ausgesetzt ist.
Bei Gaskomponenten, wo es keine „Wasserscheide“ zwischen den Molekulardimensionen der Fluide (Test/Betrieb) gibt, hält man sich ausschließlich an die Gefährdungsbeurteilung: zum Beispiel kann dasselbe Gasteil zwei völlig unterschiedliche zulässige Leckageraten haben, je nachdem ob es im häuslichen Bereich (Küche) oder für Übertragungsleitungen im Freien eingesetzt wird.
Beispiele für in den Normen festgelegte Leckageraten für Gaskomponenten sind:
- 15 – 60 nCC/Stunde @ 150mBar : für Gasherde-Verteiler
- 1 – 5 nCC/Minute @ 5 Bar : für Verbindungen externer Gasübertragungsleitungen
Bei Gaskomponenten, wo es keine „Wasserscheide“ zwischen den Molekulardimensionen der Fluide (Test/Betrieb) gibt, hält man sich ausschließlich an die Gefährdungsbeurteilung: zum Beispiel kann dasselbe Gasteil zwei völlig unterschiedliche zulässige Leckageraten haben, je nachdem ob es im häuslichen Bereich (Küche) oder für Übertragungsleitungen im Freien eingesetzt wird.
Beispiele für Leckageraten bei Flüssigkeiten sind (gemessen mit Luft, 1 Bar)
- 0,3 – 0,6 nCC/Minute: für Kraftstoffbehälter
- 2,0 – 3,0 nCC/Minute: für Wasserbehälter
- 3,0 – 6,0 nCC/Minute: für Ölbehälter
In Wirklichkeit ist es, wo möglich, besser, höhere Drücke anzuwenden, im Bereich von maximal 1..6 Bar. Mit dieser Lösung können die Prüfzeiten reduziert und die Leistungen der Prüfung erheblich verbessert werden. Durch Erhöhung des Testdrucks erhält man eine Verstärkung des Lecks, welche generell nicht linear zum Druck ist: wenn wir zum Beispiel 1 nCC/Minute bei 1 Bar Testdruck messen, kann dasselbe Leck bei 5 Bar deutlich mehr als 5 nCC/Minute betragen.
Außerdem verstärkt ein höherer Druck einen eventuellen Defekt, falls dieser elastisch ist, indem er die Öffnung aufweitet, wie zum Beispiel bei Schweißnähten auf Kunststoff oder Rissen.
Im Gegensatz dazu müssen die negativen Aspekte höherer Drücke bewertet werden, wie längere Stabilisierungszeiten bei elastischen Bauteilen, „maskierte“ Leckagen beispielsweise bei Lippendichtungen, wo der hohe Druck dazu führt, dass die Dichtheit eines defekten Bauteils erhöht wird, und Probleme bezüglich der Sicherheit für Personen und die Umgebung. Daher müssen die richtigen Testdrücke in Zusammenarbeit mit Fachleuten der Branche ermittelt werden, die über jahrelang gereifte Erfahrung und vor allem über die Instrumentierung zur Durchführung aller erforderlichen Anfangsprüfungen verfügen.
Beziehung zwischen Leckagerate in Vol/t und ΔP
Es soll die Beziehung formuliert werden, die zwischen der Leckagerate ausgedrückt in vol/t (z.B.: cc/min, cc/h, etc.) und dem Druckabfall innerhalb eines Prüflings während einer Dichtheitsprüfung mit absolutem Druckabfall besteht.
Ausgehend von der Formel für ideale Gase: 𝑃𝑉 = 𝑛𝑅𝑇 Wobei angenommen wird:
P = Befülldruck des zu prüfenden Prüflings
V = Volumen des Prüflings
n = Anzahl der Mole innerhalb des Prüflings
R = universelle Gaskonstante
T = Temperatur
Nach „t“ Sekunden werden wir aufgrund einer Leckage, die wir „Q“ nennen, eine Anzahl von Molen haben, die in die Umgebung abgegeben wurden, gleich:
Die im Volumen verbleibenden Mol werden daher sein:

Unter der Annahme konstanter Temperatur haben wir nach einer Zeit t diesen Druck im Inneren des Bauteils:

Daher, wenn man den Druckabfall ΔP als P – P2 definiert, ergibt sich:

Löst man nach Q auf, erhält man:
Das ist der theoretische Verlust, der aus einem Druckabfall innerhalb des Prüflings in der Zeit „t“ abgeleitet wird. Bei dieser Analyse muss davon ausgegangen werden, dass Druck und Temperatur während der Prüfzeit „t“ konstant bleiben.
Kalibrierungen und Überprüfungen
Wir unterscheiden konzeptionell die periodische Kalibrierung von den ordentlichen Überprüfungen in zwei getrennte Prozesse:
Unter Kalibrierung versteht man ein Verfahren zur Überprüfung der Gesamtfunktion des Geräts in Bezug auf die Einhaltung der angegebenen Genauigkeitsgrenzen der elektronischen Messung und der pneumatischen Funktion.
Die ordentliche Überprüfung wird in vordefinierten Intervallen durchgeführt und dient dazu, die Instrumentierung innerhalb der Grenzen des normalen Gebrauchs zu kontrollieren und somit ihre Anzeige von Gut und Ausschuss zu überprüfen, indem jeweils eine für diese Prüfung vorgesehene hermetische Probe und eine mit einem bekannten Leck angewendet werden.
Beide Prozesse müssen in vorbestimmten Zeitabständen durchgeführt werden. Bei der Analyse verschiedener Lastenheften oder Normen bezüglich solcher Verfahren wird deutlich, dass keine universell anwendbaren Daten existieren.
M2710 ist der ideale tragbare digitale Kalibrator von ForTest zur Durchführung von Kalibrierungen an Dichtheitsprüfgeräten für industrielle Prüfungen.
Für weitere Informationen konsultieren Sie das Datenblatt.
Das typische Intervall für die Kalibrierung kann auf 6 oder 12 Monate geschätzt werden. Das typische Intervall für die ordentliche Überprüfung kann durch die Anzahl der produzierten Teile bestimmt werden und orientiert sich an Intervallen von etwa 25% der Tagesproduktion.
Diese Kalibrierung dient im Wesentlichen dazu, Nullpunkt und Vollausschlag der absoluten Druckmessung einzustellen und, wo erforderlich und nur zu Überprüfungszwecken, die Messung des Druckabfalls während einer Dichtheitsprüfung. Daher ist die Vorgehensweise analog, um eine Probe mit kontrollierter Leckage auszuführen.